

PLC在高精度定尺剪切控制系統中的應用
生產飲料筒、油漆筒(桶)、機油筒(桶)等薄板類金屬容器的第一道工序就是把厚為0.2~0.5mm、寬為320~1200mm的卷板按所生產容器的不同剪成不同長度的板料,然后送到下面的工序,如套色印花、焊接、脹型、封口(底)等最終成型。由于后面的工序,特別是套色印花工序對長度偏差的要求甚高,為±0.25mm/1000mm(對角線偏差為±0.4mm/1000mm),單位時間的剪切數量較高,一般不少于50/min,普通的剪切設備達不到上述要求。有經濟實力的大型企業從國外進口生產線,這種生產線從板料的開卷、校平、定尺剪切到最終成型,由工控計算機作上位機,控制多臺PLC,既由計算機根據動作需要向PLC寫入或讀出數據,達到控制整條生產線的目的。這種生產線結構復雜,價格昂貴。對于中小企業,我們研制了一種僅需1臺PLC控制的、結構簡單、造價低廉、剪切精度和剪切產量達到和超過上述要求的高精度定尺剪切系統。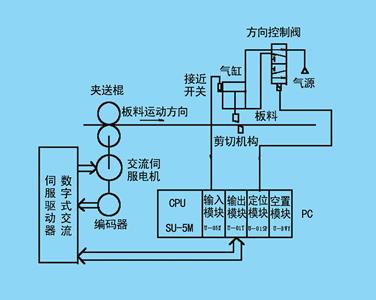
圖1 剪切系統結構示意圖2 硬件構成
剪切系統的結構示意如圖1所示。由圖1可見,系統的機械部分由夾送機構和剪切機構兩部分組成:夾送機
系統的電氣控制部分采用日本光洋的SU系列可編程序控制器;包括SU-5M(CPU模塊),U-01SP單軸伺服定位控制摸塊;U-05N16點DC12/24V輸入模塊;U-01T8點AC220V繼電器輸出模塊等;人機界面為CL-02DS液晶漢字顯示設定單元。伺服系統采用日本安川的交流伺服電機SGMGH-20ADA61和SGDM-20AD數字交流伺服驅動器。
3 定尺剪切控制
3.1 控制原理
在手動狀態(板料安裝)時,夾送輥可作正反2個方向轉動。在自動工作情況下,夾送輥的轉動方向如圖1所示。若確定單位脈沖的移動量和編碼器每轉一圈的脈沖數,當夾送輥的直徑一定時,夾送輥每轉一定的角度或圈數,板料的移動長度也就確定了。當PLC檢測到伺服電機反饋的脈沖數達到所設定的目標值(既長度)時,PLC發出信號,交流伺服電機停止轉動,同時,方向控制閥的電磁鐵通電,氣缸執行剪切動作。剪切機構的每一次剪切使接近開關獲得1個脈沖,此脈沖即可計算剪切數量,又能作為下1個循環的開始信號。
3.2 參數設置
(1) 一般參數的設置
a) 主軸轉速(自動運轉時,下同)的確定:確定主軸的轉速要兼顧2個方面,一是生產能力,二是轉動慣性。轉速不是越快越好,太快,轉動慣性大,達不到精確停止的要求,剪切長度精度不高;當然,慢了,達不到生產力的要求。
b) 脈沖當量的確定:在本例中,之所以能進行高精度定尺剪切,實際上就是精確的控制夾送輥每個脈沖轉動的角度(脈沖當量)。當夾送輥直徑一定時,它轉過一定的角度,就對應轉過一定的弧長,既為板料移動的長度。從理論上說,脈沖當量越小,剪切長度精度越高,但對控制系統的要求也越高,不經濟。一般情況下,脈沖當量比加工精度高一個數量級即可。
c) 脈沖編碼器反饋的每轉脈沖數(分周比)的確定:脈沖當量確定以后,這個參數就好確定了。設計時,夾送輥的直徑已定,則其周長也已確定。只要用主動輥的周長除以脈沖當量,即為脈沖編碼器反饋的每轉脈沖數。該數應為整數,當得數為小數時,與脈沖當量一同作一些調整即可。應注意的是確定的脈沖編碼器反饋的每轉脈沖數必須在所選的脈沖編碼器最大的每轉脈沖數范圍之內。
d) 伺服驅動器工作模式:速度控制模式。
(2) 智能模塊的參數選擇
U-01SP智能模塊的參數共有21個,主要參數有:
a) 設定的主軸轉速時智能模塊發出的脈沖頻率FBF:U-01SP智能模塊與數字式交流伺服驅動器配合使用,可以在交流伺服電機額定的轉速內任意設定,這個設定值就是FBF:
FBF(kHz)=主軸轉速(RPS)×脈沖編碼器反饋的每轉脈沖數(PPR)
該參數必須在智能模塊的最大FBF范圍之內。
b) 主軸手動速度的確定:根據手動安裝板料的需要,一般設定為主軸轉速的10%~20%。
c) 加、減速時間,即主軸從0轉速到額定轉速(或反之)所需要的時間:主要根據剪切的板長確定,剪切的板長較短時,該時間可短些,反之,可長些。對于本例,可選500~1000ms。
d) 緊急停止時間,在自動運轉時,從額定轉速到停止轉動的時間:當系統發生意
外時,控制系統需急停,以減少對系統和機器的損傷。該時間可少些,一般選500ms以內。
其余參數可用該模塊出廠時的原設定值或根據需要設定。
3.3 程序設計
這里使用的SU-5M型PLC與大多數型號的中型PLC在程序設計上并無大的差異,由于采用了高級語言編程,更接近計算機的流程圖設計思路。特別需要指出的是U-01SP單軸伺服定位控制模塊采用類似數控CNC系統的G語言,編程方便、功能強大。
舉例:G00 X(位置值) F(速度值);代表一個典型的階梯形定位指令。
單軸伺服定位控制模塊U-01SP的控制信號通過模塊所占I/O定義號對應,程序設計思路如圖2所示。
(1) PLC上電后,首先進行初始化處理:把為系統建立的參數表從CPU寫入智能模塊U-01SP、檢查系統有無錯誤、數據有無錯誤、語法有無錯誤,檢查結果判斷為正常時,系統進入伺服準備狀態,這其中包括進入到動作方式(手動、自動)選擇、數據監控狀態(伺服數據讀出)、伺服異常(數據出錯、系統出錯、語法出錯)處理完畢狀態。
(2) 在手動狀態下,按下主軸正、反轉按鈕,主軸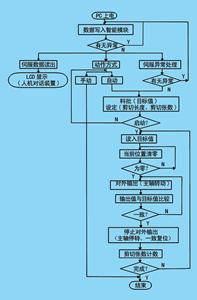
圖2 剪切系統程序框圖
可驅動板料前進、后退;按下手動剪切按鈕,剪去板頭。此狀態一般在新安裝板料時使用,手動剪切不計數。
(3) 在自動狀態下,料批(剪切長度、
由于圓周率的存在和轉動慣性,主軸每次轉過的實際周長與應該轉過的周長還會有一點差異,雖然很小,在1mm以內,但對于±0.25mm的長度精度還有影響,這樣,在程序中按需要設定幾個尺寸段進行一定數量的脈沖補償(分段補償),最終完全達到了剪切長度精度要求。
4 結束語
適當改變脈沖當量、夾送輥直徑和脈沖編碼器反饋的每轉脈沖數,剪切精度可提高一個數量級;剪切動作換成液壓缸執行,能剪厚板,可用于機械、汽車等其它行業。該系統已在濟南、深圳等地投入使用,經過近一年的運行,剪切長度精度、剪切速度完全達到設計要求和用戶要求,系統運行情況良好。該產品填補了我省空白,現已通過技術鑒定,正批量生產。
文章版權歸西部工控xbgk所有,未經許可不得轉載。









 服務咨詢
服務咨詢